Indicati per applicazioni nei settori della lavorazione delle lamiere e dei pannelli di leghe di acciaio laminato a freddo, ottone, rame ed alluminio con spessori tra 1 e 3 mm circa e durezza non superiore a 70 RB: eliminano completamente i lenti, costosi ed inestetici sistemi di saldatura.
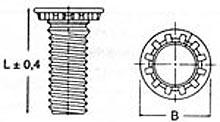
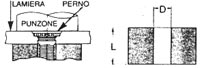
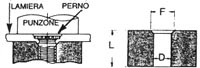
Si installano pressandoli gradualmente (non con colpo secco) con torchi pneumatici od oleodinamici oppure con presse meccaniche in fori punzonati o trapanati: l'azione di schiacciamento progressivo incastra le tacche situate sotto la testa dei prigionieri sul bordo dei fori in modo che il metallo spostato confluisca negli spazi tra una tacca e l'altra, bloccando saldamente i prigionieri nelle loro sedi ed ottenendo elevatissime resistenze sia all'espulsione che alla torsione e con la testa a livello (quindi senza ingombro) su un lato della lamiera.
Misure in mm
MISURA
"B" ø TESTA +/-0,4
SPESS. MINIMO LAMIERA
DIST. MINIMA DA CENTRO FORO A BORDO LAMIERA
"D" ø FORO SU LAMIERA* +0,08
COPPIA DI AVVITAM. MASSIMA CONSIGLIATA PER IL DADO Nm
FORZA D' INSTALL.
lamiera spess. 1,5(1)
lamiera spess. 2,3 (2) kN
M3
4,6
1
5,6
3(D)-3,6(F)
0,8
15,5(1)
M4
5,9
1
7
4(D)-4,6(F)
1,8
26(1)
M5
6,5
1
7
5(D)-5,6(F)
3,5
29(1)
M6
8,2
1,5
8
6(D)-6,7(F)
6,0
42(2)
M8
9,6
2,4
9,6
8(D)-9,1(F)
13,6
44(2)
*e dimensione matrice d'assemblaggio:
• D+0,1 per M3-M4-M5 con spessore lamiera > 1,5 mm ed M6-M8 con spessore lamiera > 2,4 mm
• F+0,1 per M3-M4-M5 con spessore lamiera < 1,5 mm ed M6 con spessore lamiera < 2,4 mm
 Indicati per applicazioni nei settori della lavorazione delle lamiere e dei pannelli di leghe di acciaio laminato a freddo, ottone, rame ed alluminio con spessori tra 1 e 3 mm circa e durezza non superiore a 70 RB: eliminano completamente i lenti, costosi ed inestetici sistemi di saldatura.
Indicati per applicazioni nei settori della lavorazione delle lamiere e dei pannelli di leghe di acciaio laminato a freddo, ottone, rame ed alluminio con spessori tra 1 e 3 mm circa e durezza non superiore a 70 RB: eliminano completamente i lenti, costosi ed inestetici sistemi di saldatura.