Spine cilindriche intagliate Kerpin®in acciaio 11SMnPb30+C W.1.0718 (resistenza minima alla trazione 600 N/mm2)
Trattamenti a richiesta: cementazione, bonifica, zincatura, ecc. Il sistema a 3 intagli Vantaggi del sistema a 3 intagli
2 Economicità: | torna su | |
||||||||||||||||||||||||||||||||||||||||||||||||||
 L’applicazione del sistema ad intagli nei confronti di spine cilindriche e chiodi è il risultato di ricerche tese ad evitare fissaggi di precisione, quindi difficili e costosi, che si esigono utilizzando perni conici o cilindrici lisci oppure collegamenti a vite.
L’applicazione del sistema ad intagli nei confronti di spine cilindriche e chiodi è il risultato di ricerche tese ad evitare fissaggi di precisione, quindi difficili e costosi, che si esigono utilizzando perni conici o cilindrici lisci oppure collegamenti a vite. La spina intagliata si ottiene ricalcando o trafilando longitudinalmente tre tacche, distribuite alla distanza di 120° l’una dall’altra, sulla circonferenza di un perno cilindrico pieno. Mediante questa lavorazione a freddo si formano ai due lati delle tacche dei rigonfiamenti ed in conseguenza degli spostamenti di materiale che si verificano in tutte le parti del manto del perno cilindrico il suo diametro viene aumentato: la compressione del materiale, inoltre, ne aumenta la resistenza superficiale.
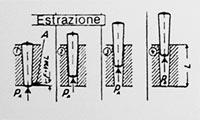
La spina intagliata si ottiene ricalcando o trafilando longitudinalmente tre tacche, distribuite alla distanza di 120° l’una dall’altra, sulla circonferenza di un perno cilindrico pieno. Mediante questa lavorazione a freddo si formano ai due lati delle tacche dei rigonfiamenti ed in conseguenza degli spostamenti di materiale che si verificano in tutte le parti del manto del perno cilindrico il suo diametro viene aumentato: la compressione del materiale, inoltre, ne aumenta la resistenza superficiale. Quando con un martello, con l’aria compressa o con la forza idraulica si inserisce la spina intagliata in un foro cilindrico, anche non rettificato, si determina una controdeformazione a freddo: i rigonfiamenti elastici delle tacche vengono risospinti dentro i solchi degli intagli facendo aderire tutta la superficie del perno cilindrico alla parete del foro cosicché le elevate forze radiali che si creano in contrasto con essa fissano il perno cilindrico stabilmente. Inoltre, durante l’operazione di inserimento della spina intagliata, parte del materiale della parete del foro viene sospinto negli intagli favorendo ulteriormente la tenuta della stessa. A seguito della distribuzione delle tacche alla distanza di 120° il centraggio della spina intagliata si effettua da solo: quest’ultima può essere estratta e reinserita più volte senza perdere la sua naturale elasticità e senza danneggiare la parete del foro.
Quando con un martello, con l’aria compressa o con la forza idraulica si inserisce la spina intagliata in un foro cilindrico, anche non rettificato, si determina una controdeformazione a freddo: i rigonfiamenti elastici delle tacche vengono risospinti dentro i solchi degli intagli facendo aderire tutta la superficie del perno cilindrico alla parete del foro cosicché le elevate forze radiali che si creano in contrasto con essa fissano il perno cilindrico stabilmente. Inoltre, durante l’operazione di inserimento della spina intagliata, parte del materiale della parete del foro viene sospinto negli intagli favorendo ulteriormente la tenuta della stessa. A seguito della distribuzione delle tacche alla distanza di 120° il centraggio della spina intagliata si effettua da solo: quest’ultima può essere estratta e reinserita più volte senza perdere la sua naturale elasticità e senza danneggiare la parete del foro.